

電解研磨(ELECTROPOLISHING)は、その名の通り、製品を電気と薬品の力によって、研磨する方法です。原理的にはいたって単純であり、製品(陽極)に対し、陰極を設定後 電解液中(酸性液)に浸漬し、適正に電流を通じるだけです。実作業においては、電解液の組成や温度管理、製品と陰極(カソード)の配置など多くのノウハウが必要です。
特徴
加工変質層がない
バフ研磨などの機械的加工を施した面は変形層等の加工変質層が存在しております。
それが原因で、残留応力場が形成されたり、ステンレス本来の金属組織が失われ、経年後の耐食性の低下の原因となります。
電解研磨では、このような加工変質層が形成されることは一切ありません。
熱の影響を受けない
バフ研磨においては研磨面が高温になるため、特に厚さの薄い加工品の場合には熱膨張による変形を受けることがしばしばあります。
この熱は表面近傍のステンレス本来の金属組織を変化させ、耐食性低下の原因になります。
電解研磨は溶液中で処理されるため、このような熱履歴を受けることはありません。
平滑性に優れている
バフ研磨は全面が細かい傷の集合体であるといえます。
このような傷に埋め込まれた汚染物(バフ研磨材等)は、洗浄によってもなかなか除去されません。
電解研磨した表面は、汚れを保持しにくい滑らかな曲線で構成されます。
耐食性に優れている
電解研磨後は、ステンレスの通常の表面よりもクロムが濃縮されているなどの理由により、強固な不動態が形成されています。
さらに電解研磨後に、不動態化処理を行うことによって、一層耐食性を向上させることができます。
洗浄性、清浄性、脱脂性、非付着性に優れている
表面を溶解させながら研磨するため、ステンレス表面の汚染物・油分は処理中に除去され、しかも平滑性に優れた研磨面は新たな汚染物が保持されにくいため、清浄性に優れています。
また、表面に汚染物が付着しにくくなります。
不動態被膜の形成により、錆びにくくもなります。
施工前後比較
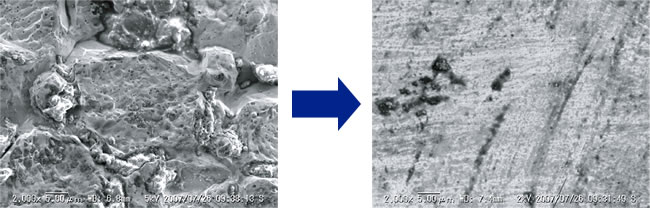
マイクロスコープ
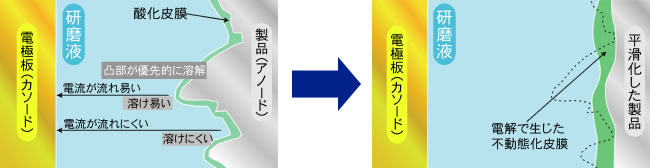
イメージ図
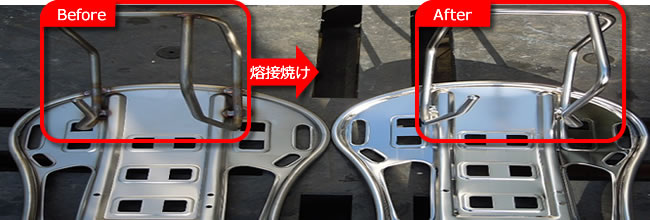
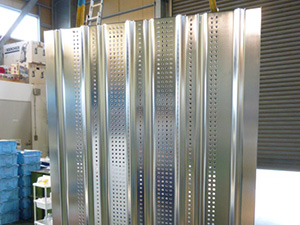
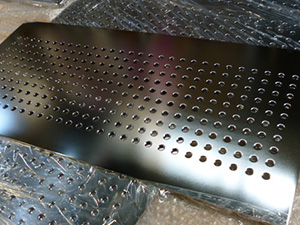
施工写真
施工写真